
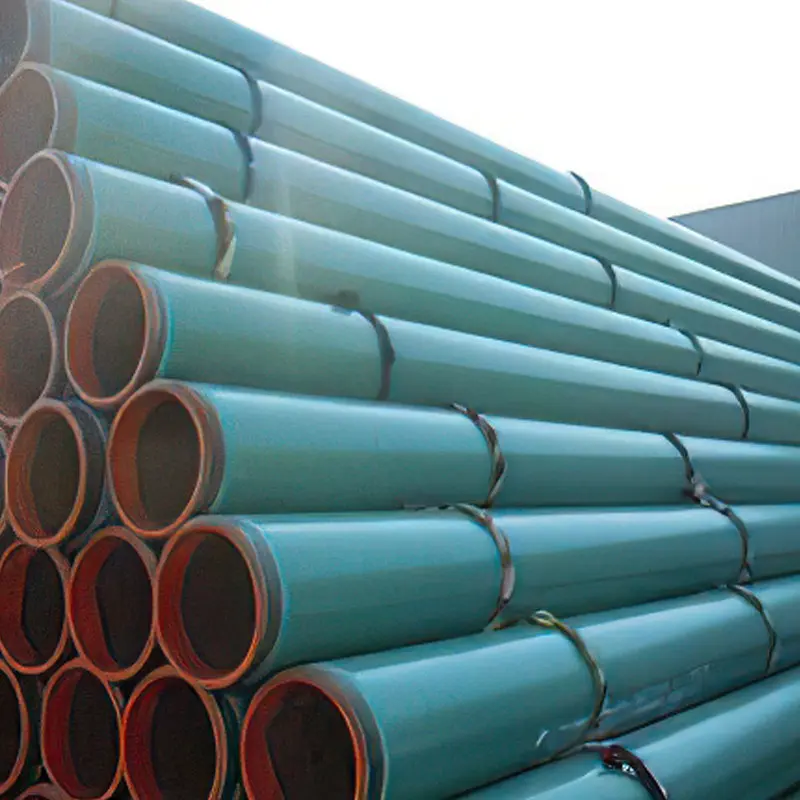

The trustworthiness of coated black pipes is further established through their widespread use in critical infrastructure and large-scale projects. Industries that use these pipes for transporting oil and gas, water supply, and sewage systems, entail significant risks if inferior materials are employed. The consistent performance of coated black pipes in these industries over decades has built a solid reputation for reliability. Testimonials and case studies from these sectors bear witness to the performance of the pipes under various conditions and the long-term cost savings they provide through lowered maintenance and extended service life. When choosing coated black pipes, it is crucial to consider not only the type of coating and manufacturing processes but also the specific requirements of your project. Consulting with experts who understand the nuances of different coatings and their applications can greatly enhance the success of your project. This is particularly important in environments with unique challenges or regulations requiring specialized solutions. The innovations in coated black pipe technology continue to evolve, offering new solutions for modern challenges. For instance, advancements in nanotechnology and green materials are paving the way for coatings that offer even greater protection while being environmentally friendly. These innovations are set to further enhance the appeal and utility of coated black pipes, making them a continued key resource for a variety of industry requirements. In conclusion, coated black pipes represent a critical component in many industrial applications due to their robust protection against environmental factors, mechanical strength, and long-term durability. The continual advancements in coating technologies promise even better performance and sustainability in the future. For projects requiring top-tier materials, these pipes stand out as a preferred choice due to their capacity to ensure safety, stability, and efficiency while staying compliant with industry standards and best practices.
Post time: 2 月 . 16, 2025 16:08
Prev:




")

")








